首页 >产品中心>
首页 >产品中心>

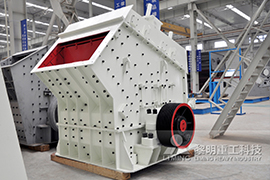
应用:碳酸钙粉碎加工、石膏粉加工、电厂脱硫、非金属矿制粉、煤粉制备等
详情 >>

应用:电厂环保石灰石脱硫剂制备、重质碳酸钙加工、大型非金属矿制粉、建材与化工、固体燃料粉磨
详情 >>

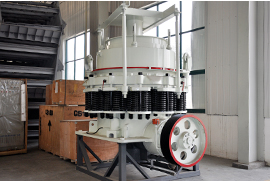
应用:冶金、矿山、化工、水泥、建筑、耐火材料及陶瓷等工业部门
详情 >>

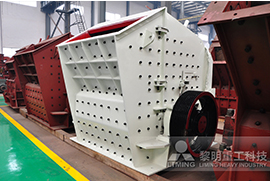
应用:砂石料场、混凝土搅拌站、干粉砂浆、电厂脱硫、石英砂等
详情 >>

应用:砂石料场、矿山开采、煤矿开采、混凝土搅拌站、干粉砂浆、电厂脱硫、石英砂等
详情 >>

物料:河卵石、花岗岩、玄武岩、铁矿石、石灰石、石英石、辉绿岩、铁矿、金矿、铜矿等
详情 >>
物料:河卵石、花岗岩、玄武岩、铁矿石、石灰石、石英石、辉绿岩等
详情 >>
走进粉磨机械的世界,把握前沿动态资讯

2010年3月16日 为保证堆焊层具有良好的耐磨性能, 不仅要求晶 粒本身具有足够的强度以抵抗磨损过程中反复挤压 推碾作用而产生的严重的局部塑性变形, 而且还要求2018年4月26日 摘要: 研究了药芯焊丝中CaB 6 的添加量对Q235钢板堆焊层组织、物相、硬度和耐磨性能的影响。. 结果表明,堆焊修复层主要由奥氏体、马氏体、共晶碳硼化物和一次碳硼化 Q235钢板表面耐磨堆焊层的组织与性能研究
了解更多
研究结果表明,耐磨堆焊层的增强相硬度(2 436 HV0.2)远高于高铬铸铁堆焊层,在350℃的耐磨损性能与常温性能相比有小幅度的下降,磨损体积增加了4.95%,低于高铬铸铁堆焊层的10.88%。堆焊后耐磨件发生断裂现象, 而其本身无设计缺陷和 外在缺陷,则应考虑铸件的铸造质量,可依据DL/T681-1999《磨煤机耐磨件技术条件》和GB/T1817-1995《硬质合金常温冲击韧性试验 耐磨件堆焊技术条件 - 百度文库
了解更多
耐磨合金块是由多种合金元素组合的高合金 耐磨材料,自熔性良好,堆焊的工件无需除锈,它可堆焊在低、中碳钢、低合金钢及铸钢件上,用于承受低、中等程度冲击的强磨粒磨损的易损件的制造与修复,焊后硬度为HRC60~75。2023年2月22日 通过堆焊技术在基体上堆焊具有优异耐磨性能的堆焊合金,可以显著延长或提高机械零件的使用寿命。 铁基堆焊合金相比于镍基和钴基具有成分变化范围宽,性能调控容易,价格 铁基堆焊合金表面涂层耐磨性的研究进展 - Journal of ...
了解更多
2014年4月4日 摘要:用 预压力滚压技术在堆焊修复层表面制备纳米晶层.利 用TEM、SEM分析技术研究表面纳米晶层微观结构,利 用CETR-3型 多功能摩擦磨损试验机考察在干摩擦条件下堆 2009年8月10日 结果表明: 含硬质碳化物颗粒的金属堆焊 层具有良好的耐磨粒磨损性能, 其单位面积磨损质量损失仅为EDZCr2C215 焊条相应金属堆焊层的约1ö9; 所制备的 金属堆焊层基体组 含内生硬质碳化物颗粒的金属堆焊层的 抗磨性能及磨损机理
了解更多
堆焊层表面的主要物相为金属间化合物CrO 2 和NiFe 2 O 4,基体间存在Ni、Cr元素形成的间隙化合物。 亚温淬火后堆焊层的硬度较高并具有良好的耐磨性能,且强度提高,但韧性下降。 亚温水淬 艺, 大直径夹送辊采用药芯焊丝埋弧自动焊方法 堆焊耐磨层, 同样可以获得良好的保护及成形效 果, 堆焊层孔隙率低, 堆焊效率高。 选用国内较 稳定的堆焊材料, 替代国外进口堆焊材料, 严格 执 行 堆 焊 工 艺 , 同 样 可 以 达 到 硬 度 HS70± , 同 4 时也满足了严格的探伤标准。大直径夹送辊表面耐磨层堆焊 - 百度文库
了解更多
Fe-Cr-Mo-B堆焊焊条是石墨型的堆焊焊条,堆焊金属为钼铬硼合金,堆焊层硬度为 HRC=60~65°,基体为Cr7Mo6B8弥散硬化强韧化奥氏体,堆焊金属为共晶型或近共晶型合金,本焊条不但耐高温(可达650℃)而且耐磨性,韧性,抗裂性很 4)堆焊层的用途 堆焊是指在基层表面上熔敷性能基本与母材相同或不同的填充 金属,使其具有符合一定技术要求的性能和尺寸。堆焊按其用 途可分成覆层堆焊,加厚堆焊,隔离层堆焊和耐磨堆焊等。 a)覆层堆焊主要是指在工件整个表面堆焊一层耐蚀的合金层。带极堆焊各项综合资料_百度文库
了解更多
1)堆焊前的立磨辊套或磨辊衬板、磨盘衬板铸造胎体应经机械加工,使其表面光亮平滑,见金属光泽,无残余金属氧化层,尺寸符合堆焊设计要求。 2)堆焊前的耐磨板应清理基材表面的灰尘、油污等,打磨掉表面锈迹,使基材表面光滑、平整。 4.6焊前预热轧辊表面耐磨堆焊工艺技术研究-1.堆焊材料的选择堆焊材料的选择是影响耐磨寿命重要的因素之一。常见的堆焊材料有硬质合金、高镍铸铁以及高温合金等。铜基、铝基、镍基等种类繁多,性能各异,可以根据具体的使用要求和工作环境选择。轧辊表面耐磨堆焊工艺技术研究 - 百度文库
了解更多
焊接材料型号 堆焊层厚度 焊接工艺的通用规则 焊接方法 焊接位置 电流类型 电弧能量 预热温度 道间温度 消氢处理 焊后热处理(PWHT) 堆焊层数 不同焊接方法的特殊要求 焊接工艺方法 111(焊条电弧焊) 焊接工艺方法 12(埋弧焊)和 72(电渣堆焊) 焊接2018年11月4日 一,概述 堆焊是指用焊接的方法将具有一定性能的材料堆敷在焊件表面上的一种工艺方法。其目的不是连接焊件,而是为了在焊件表面获得具有耐磨耐热耐腐蚀等特殊性能的熔敷金属层,或是为了恢复或增加焊件的尺寸。堆焊方堆焊的技术技巧及工艺方法 - 知乎
了解更多
耐磨堆焊基础知识-H3**用于作过渡层或恢复被磨损零件的尺寸。 如导轨、链轮、轴类、起重机轮等H2**主要用于堆焊较低温度工作的各种轧辊。2、奥氏体锰钢:H5优良的耐冲击性能,可冷作硬化,用于严重冲击mdash;mdash;轻微磨粒磨损。如破碎机锤头、颚 ...(2)耐磨损、腐蚀堆焊 在工件表面堆焊一层或几层耐磨或耐蚀层。就是将工件的 基体与表面堆焊层选用具有不同性能的材料,制造出双金属 工件。 破碎辊的强化 堆焊的特点: 堆焊层与基体金属的结合是冶金结合,结合强度高,抗 冲击性能好。5-现代材料表面技术--堆焊_百度文库
了解更多
4. 4.3对确定可进行堆焊的耐磨件,应记录堆焊前的母材材质成分、表面硬度、结构尺寸、磨损型线 等原始数据。 4.5焊来自百度文库处理 4. 5.1硬面堆焊再制造的焊前处理 1)对磨损失效的磨轮套或磨轮衬板、磨盘衬板堆焊前应进行焊前处理,清除耐磨件待焊处2024年6月21日 独特之处在于,堆焊表面没有可见的焊接通道,并且非常平坦,因此可以适应更广泛的工作条件。 该技术仅在成型工艺上有所不同,其耐磨性与电弧焊无异。光滑耐磨板 - WALDUN
了解更多
2020年10月20日 HV);2种药芯焊丝堆焊层的耐磨性能均优于母材的,且Cr-Mo-W-V系药芯焊丝堆焊层的耐 磨性能优于Cr-Mo-Ni系药芯焊丝堆焊层的,这与Cr-Mo-W-V系药芯焊丝中的钨、钒元素可促进 堆焊层中晶粒的细化与耐磨碳化物的形成有关。关键词: 堆焊层;药芯焊丝;耐磨性能低碳钢表面超硬耐磨堆焊层硬度与焊接工艺关系-第3章实验结果分析193.1第一组实验记录及分析193.2第二组实验记录及分析203.3第三组实验记录及分析22结论ຫໍສະໝຸດ Baidu6参考文献27致谢28低碳钢表面超硬耐磨堆焊层硬度与焊接工艺关系摘要:通过在低低碳钢表面超硬耐磨堆焊层硬度与焊接工艺关系_百度文库
了解更多
2023年7月26日 堆焊层厚度平均为2.8mm。堆焊试件的平均翘曲度为0.858×10-2mm/ mm2,激光熔覆试件几乎没有出现明显的变形和翘曲,用0.03mm厚的塞尺从试件基面几乎不能塞入。 激光熔覆层的表面比较平整、光滑。两焊道之间的沟槽很浅,这是由于搭接率η较高,为30%2019年7月24日 本发明属于钢铁表面耐磨层技术领域,具体涉及一种40Cr钢表面堆焊耐磨层,本发明还涉及该耐磨层的制备方法。背景技术随着我国科学技术的发展,制造行业也有了突飞猛进的进展,40Cr钢作为我国机械制造行业中最常用的材料之一。40Cr钢属于中碳低合金高强度调质钢,其抗拉强度、屈服强度、以及 ...一种40Cr钢表面堆焊耐磨层及其制备方法与流程 - X技术网
了解更多
例如φ168mm钻杆内螺纹接头外圆上堆焊“口起”状态耐磨带示意图见图1所示。 图1“凸”状态的耐磨带 用这种方法堆焊的耐磨带可以吸收载荷的冲击。一旦发生了最恶劣的情况,比如说耐磨带被破坏了,那就需要剔除损坏的耐磨带,然后重新堆焊。同时,在 观察耐磨层由表面至熔合区附近的硬度梯度时发 现,DG09 耐磨焊丝及 HD01 耐磨焊条堆焊层硬度下 降较快,而 HS02 耐磨焊丝及 SA03 耐磨板堆焊层的 硬度梯度则较为平缓。经分析,这是由于在熔合区 附近,对于马氏体高速钢堆焊层来说,组织和采煤机导向滑靴堆焊层耐磨性能的研究 - 百度文库
了解更多
2018年6月22日 以上所述焊接材料堆焊而成的耐磨层表面光滑,无针孔,且焊接过程中飞溅物少。可参见图5 。实施例3: 一种用于堆焊以获得锡基巴氏合金耐磨层的焊接材料,所述材料含有以下重量百分比的各组分:11%的锑(Sb),6%的铜(Cu),0.23%的钛(Ti),0.16 ...2010年8月30日 4.10.1 堆焊过程中,边焊边检验焊后焊道的裂纹情况,敲击检查焊层熔合情况及有无气泡等,堆焊后的耐磨层应平整光滑。 4.10.2 立磨耐磨件的堆焊层允许存在分布均匀致密的龟裂纹, 但不应有贯穿性裂纹和密集型气孔等缺陷。堆焊标准_百度文库
了解更多
2023年4月14日 堆焊耐磨板表面 出现裂纹,如果是细小的、弥散分布的,不会对耐磨钢板的正常使用产生不良影响。但是,如果裂纹连续延伸,形成贯穿性的大裂纹并深入母板,就会影响复合钢板的强度,严重时会造成断裂。因此,对于堆焊耐磨钢板表面的裂纹 ...立磨堆焊技术总结 沙钢集团机修总厂 秦亚飞 一、基本情况。 最近几次立磨堆焊连续出现磨盘与磨辊堆焊层脱落的情况,脱落部位为耐磨层和母材的结合部,大小为不规则圆形和长条形,其中磨盘上多为圆形,磨辊上多为长条形。这种脱落隐藏在耐磨层下,从表面立磨堆焊技术总结 - 百度文库
了解更多
2024年10月16日 碳化铬覆盖层(CCO)耐磨板 碳化铬覆盖板 光滑的表面优质碳化铬覆盖(CCO)板 碳化钨耐磨板 耐磨衬里 耐磨管 耐磨管 碳化铬耐磨板 耐磨弯头 双金属复合弯头 耐磨板 耐磨板 水泥行业耐磨板 煤炭和能源行业的耐磨板 铲斗耐磨板 层压耐磨板 碳化铬焊丝 堆焊2012年4月28日 北京嘉克公司是中国耐磨堆焊行业的先行者,是全方位服务的专业化生产型企业,耐磨堆焊技术达到世界领先水平,为用户提供耐磨件堆焊再制造、耐磨件堆焊复合制造、耐磨材料、自动堆焊设备及自动化焊接设备北京嘉克新兴科技有限公司:复合辊堆焊、挤压辊堆焊、磨盘 ...
了解更多
2021年10月23日 耐磨焊丝资讯:堆焊修复后堆焊层为什么会硬度不够,原因及措施:A、未按照正确的焊接层数 进行焊接,如焊层太薄----措施:按照正确的焊层厚度进行焊接。B、焊接层间温度过高----措施:控制合适的层间温度。C、回火工艺不正确,温度过高或 ...立磨堆焊要点-注意: 表面堆焊的焊接过程是一个“冷”过程,绝对不能事先预热,而且在焊接过程中 基体金属温度必须≤ 100 ℃。 ... 5、耐磨件的堆焊层与基材应有良好的熔合性,且表面平整,无明显的焊瘤和飞溅。立磨堆焊要点 - 百度文库
了解更多
采煤机截齿母材磨损后,硬质合金失去了支撑体,造成硬质合金的脱落,导致截齿的快速失效。为了延长截齿使用寿命,采煤机截齿生产厂会在截齿硬质合金周围堆焊耐磨层。为选择出耐磨损、适用于截齿堆焊的耐磨材料,本文对四种截齿耐磨堆焊材料进行对比分析。 一、截齿耐磨堆焊材料 1 2023年3月29日 堆焊层厚度thicknessofoverlayinglayer 从基材与焊道之间的焊缝熔合线至堆焊层表面的距离。4技术要求 4.1堆焊方法 4.1.1对于回转体耐磨件以及平面状态的耐磨件,宜采用自动堆焊的方法。4.1.2无法实现自动堆焊的耐磨件可采用手工堆焊、半自动堆焊等方法。团 体 标 准 - Weldhome
了解更多
2024年10月17日 使用的表面处理:堆焊,覆层 ,涂层,覆层,碳化铬覆层 应用:水泥,煤炭,采矿,电力,玻璃,钢铁,港口 ... 我们所有的专家在耐磨板和堆焊 方面均具有相关的多年经验。您可以指望他们从产品知识到机器,设备以及产品的实时应用的经验和技能 ...2012年10月30日 4.10表面质量及尺寸公差4.10.1堆焊过程中,边焊边检验焊后焊道的裂纹情况,敲击检查焊层熔合情况及有无气泡等,堆焊后的耐磨层应平整光滑。 4.10.2 立磨耐磨件的堆焊层允许存在分布均匀致密的龟裂纹, 但不应有贯穿性裂纹和密集 型气孔等缺陷。 4.10.3耐磨件堆焊技术条件.doc - 豆丁网
了解更多